









Max Laser Digital Spot First On-Site Demonstration

With the rapid development of China’s manufacturing industry and the iterative upgrade of traditional industrial manufacturing technologies, the demand for laser cutting equipment across various industries has been driven, leading to sustained growth in the laser equipment market, from which numerous manufacturers have benefited. However, with the increasing number of players participating, the competition has become increasingly fierce, and this market is gradually becoming a red ocean.
Different from this, benefiting from the vigorous development of several major fields such as new energy vehicles and power batteries in recent years, the demand for laser welding equipment has been continuously increasing, thereby driving the sustained development of the laser welding industry. According to relevant statistics, from 2017 to 2022, the market size of laser welding equipment in China increased from 7.14 billion yuan to 17.96 billion yuan. At the same time, it is forecasted by relevant institutions that the market size of the laser welding equipment industry will exceed 30 billion yuan in 2025.

Therefore, laser welding is widely recognized as the next blue ocean market in the laser processing industry. Currently, major manufacturers are increasing their research and development investment to transition from the laser cutting market to the laser welding market. However, compared to laser cutting, laser welding faces more daunting challenges in terms of technology and processes, which has become a significant obstacle for many manufacturers in their strategic advancement.
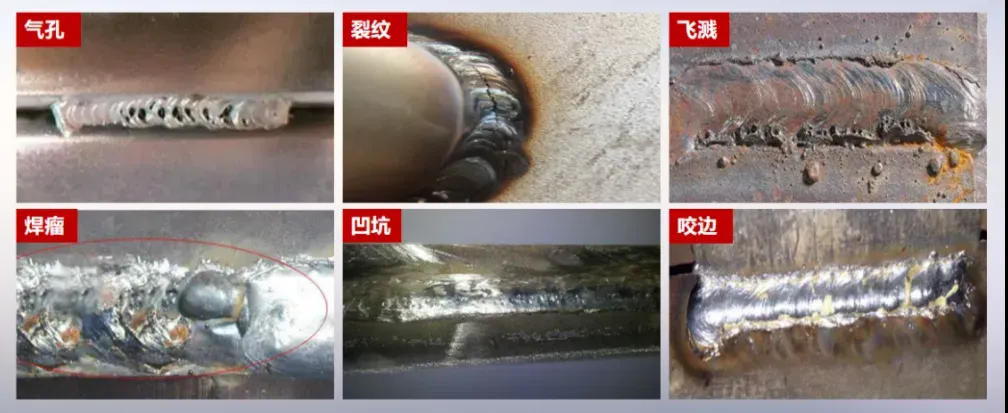
In the field of laser welding, different materials have varying absorption, reflection, and transmission characteristics for lasers. Therefore, in cases where the energy distribution of the laser during the welding process is not reasonable, it may lead to poor surface quality of the weld seam, such as defects like spatter, oxidation, and unevenness. It may also result in internal problems within the weld seam, such as pores, micro-cracks, unreasonable phase distribution, and uneven stress, thereby affecting the geometric, mechanical, and corrosion resistance properties of the welded joint. Additionally, the laser welding process may also involve the welding of multiple materials. In such cases, the different physical properties such as thermal conductivity and thermal expansion coefficients between different materials pose higher demands on the welding laser and process.
This also illustrates the crucial importance of ensuring precise control of the energy distribution of the laser when it acts on the welding material. It also implies that laser welding has highly customized characteristics, requiring the fulfillment of different product requirements from customers, thus necessitating controllable spot sizes.
The conventional spot sizes used for laser cutting are not suitable for direct use in laser welding, as the two have significantly different requirements for the energy distribution of the laser. In order to achieve an upgrade in laser applications, major manufacturers including Max have, through technological improvements, endowed the spot sizes with more variables based on the traditional laser with very limited adjustable parameters.
For example, by integrating a reflective mirror inside the laser cutting head that can change the laser emission angle, the output beam can scan the surface of the processed material, thereby increasing the spatial flexibility and variability of the beam. Additionally, depending on different application requirements, the energy distribution of the laser can be transformed from the traditional Gaussian type to a flat-top or annular type to achieve uniform preheating, heating, and annealing effects.
However, in the view of Max Laser, the various technological improvements mentioned above have not achieved a thorough and truly digitalized spot size, mainly due to the lack of high flexibility and heterogeneity.
Conventional lasers typically only output a fixed and limited variation of laser beams. To achieve precise control of the spot size, it is necessary to change the phase and amplitude of the beam to adjust the size and shape of the spot. This can be achieved using devices such as galvanometer scanners, spatial light modulators, or relatively complex coherent lasers.
To accomplish the above, specialized system integrators are required to develop control systems so that users can adapt to different lasers and systems for various application scenarios. This not only limits the flexibility of laser applications and the ability to achieve arbitrary spot shapes but also creates a dependency on specialized system integrators, leading to increased costs and a phenomenon of homogenization of application processes within the industry. Moreover, this layered approach prevents lasers from perfectly matching application requirements, thereby diminishing their effectiveness.
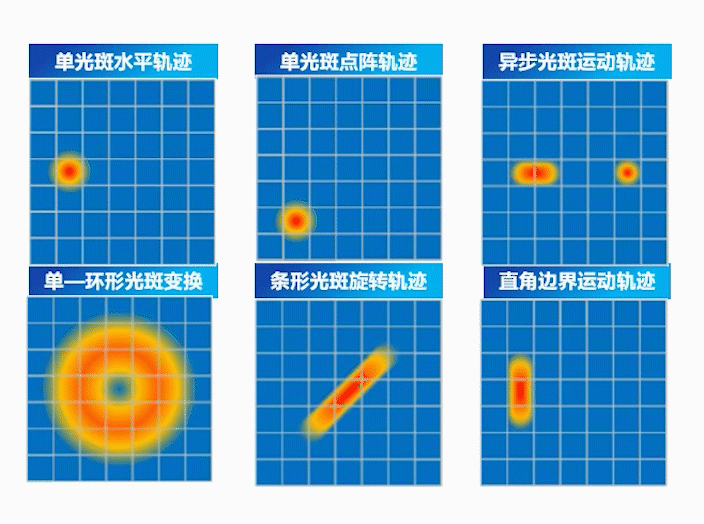
In response to these pain points, Max Laser has pioneered the introduction of the Zidi digital spot technology in the laser industry. The principle behind this technology involves independent control and combination of the emission power, frequency, and duty cycle of each pixel light point through a self-developed process control system, similar to the RGB color model, allowing for the free creation of any form of spot.
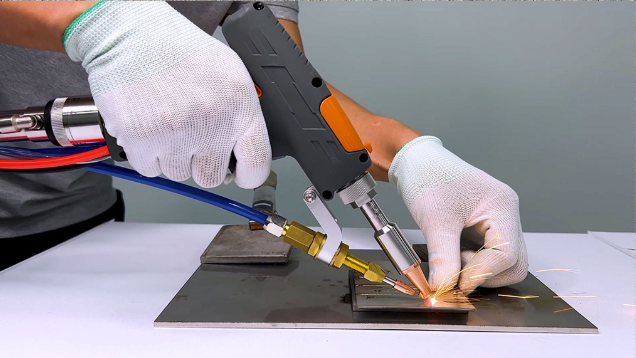
At the recent Photonics China Expo, Max Laser publicly demonstrated the excellence of the Zidi digital spot technology for the first time. How does it achieve the miraculous transformation of arbitrary spot shapes with just one laser? According to the on-site demonstration, the process control system first grids the output spot and achieves real-time, synchronous, and arbitrary shape under standard QBH output conditions by adjusting the characteristics of each grid (including power, energy distribution, wavelength, etc.), and can easily adapt to the changing demands of the digital spot technology in different dimensions.

From the demonstration, in the case of Zidi digital spot welding on stainless steel without the use of galvanometer or external mechanical assistance, we observed real-time adjustment of the energy distribution of the spot during the welding process, resulting in non-linear weld seams.
The core advantage of the Zidi digital spot technology lies in its ability not only to freely allocate the spot but also to potentially transform into a universal platform technology for the laser industry, leading the industry’s innovation. The real-time adjustable spot characteristics free users from the constraints of traditional laser modes. Users can flexibly configure the parameters of the laser according to processing requirements and change them as the processing scene changes. Therefore, the impact of digital spot technology on the industry lies in removing the barriers of intermediate system control, establishing a high-speed channel from the light source to the application, greatly improving processing efficiency, and reducing user costs. It also provides an opportunity for the industry’s transformation, allowing equipment manufacturers to explore more new applications of laser processing and expand the application areas of laser technology.